
Процесс производства штанцформ
Универсальные картонные гофрокороба можно вырезать и склеивать на одной просечно-рилевочной линии с фальце-склейкой без дополнительной оснастки. Это сводит производственные затраты к минимуму.
Но, если индивидуальный дизайн упаковки включает дополнительные функции, такие как изгибы, углы, отличные от 90 градусов, вырезы (например, окошки или перфорацию), то для выполнения партии коробов, потребуется использование плоской или ротационной высечки, и, как следствие, необходимо изготовление вырубной оснастки или штанцформы.
Процесс высечки, зародившийся в обувной сфере еще во времена промышленной революции, сыграл важную роль в росте массового производства.
Сегодня высечка – это универсальный производственный процесс, в котором используются специализированные машины и инструменты для преобразования исходных материалов в нестандартные формы и размеры.
Вырубной штамп (штанцформа) - это форма для резки (можно представить как процесс приготовления печенья), которая вдавливается в материал - гофрокартон, чтобы сформировать желаемую форму упаковки.


Гофроящики и другие упаковочные продукты часто производятся с использованием специальной штамповой оснастки на высекальном прессе.
Этот производственный процесс не только ускоряет производство, но и гарантирует устойчивое качество продукта.
Таким образом, практическая ценность процесса высечки при помощи штанцформ заключается в возможности массового производства нестандартной упаковки.
Сложную индивидуальную упаковку производить проще, быстрее и экономичнее в больших масштабах. С помощью штанцформ на гофрокоробе можно создать практически любую форму или перфорацию, окошко или замочек.
Первоначально предназначенная для массового производства упаковки, сегодня высечка превратилась в универсальный производственный процесс.
Развитие технологий изготовления вырубных штампов обеспечивает наиболее эффективную и точную конструкцию гофрированных ящиков. Как правило, схема упаковки создается с помощью автоматизированного проектирования (САПР).

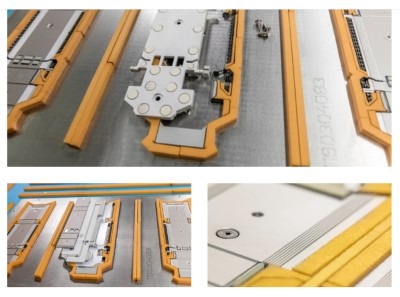
Оцифрованный чертеж (эскиз) переносится на березовую фанеру высокого качества.
Далее при помощи современного лазерного оборудования производится фигурная резка будущей штанцформы.
Внедрение лазеров в этот процесс обеспечило ощутимый рост точности переноса чертежа на фанеру.

В штампе для резки используются металлические полосы, называемые стальными линейками.
Режущей линейке придают форму с помощью гибочного станка, который сгибает, разрезает и надрезает сталь до необходимой формы.
В процессе высечки можно использовать различные методы резки. У каждого метода есть функциональные отличия в зависимости от сложности упаковки.


Вот некоторые из наиболее распространенных вариантов.
Вырубной нож - прорезает упаковочный материал (гофрокартон).
Биговка - создает линию сгиба на упаковочном материале. В отличие от высечки, складка, образованная биговкой, позволяет изгибать материал внутрь за счет наличия двух точек напряжения.

Перфорация подразумевает создание линии прорезей вдоль материала дизайна. Конструкция не отделяется от самого материала, но легко гнется по перфорированным линиям.

Стальные линейки устанавливают в основание штампа вручную.
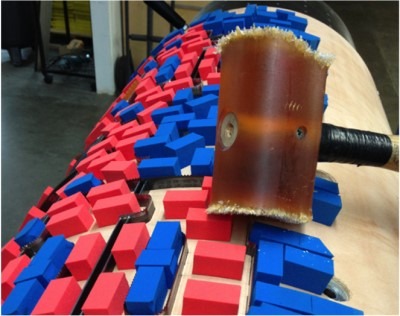
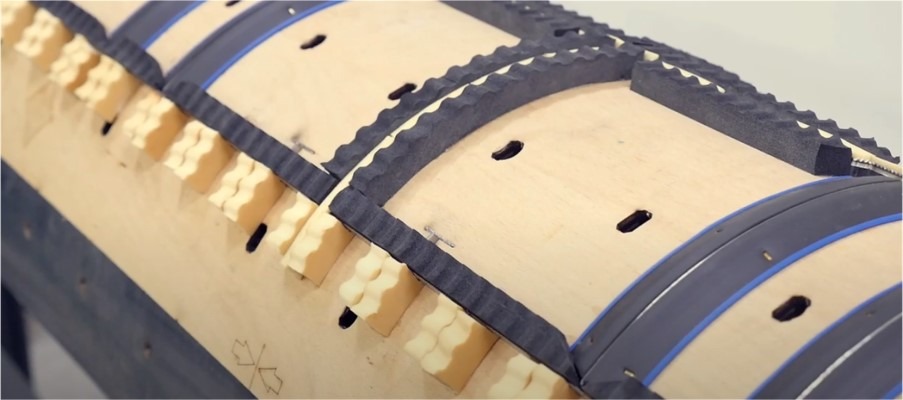
Высекательная машина плотно вдавливает матрицу в картон, в результате чего получается вырезанная форма (высечка).
В зависимости от сложности дизайна упаковки высечка может иметь несколько линий, сгибов и складок, которые используются для сборки упаковки вручную.
Излишки материала, остающиеся на детали после обработки (облой) собираются, могут быть переработаны и повторно использованы.







